

�V�|���x��ԭ������ˇ��B |
|
 |
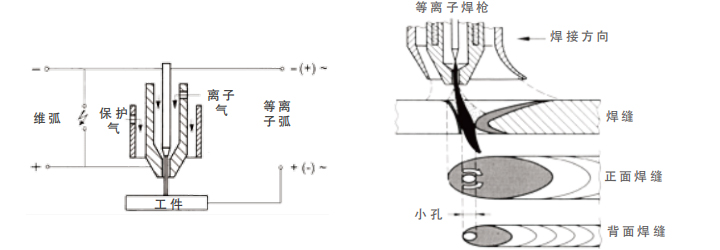
����ԭ��
늘O�c����֮�g��늻���ͨ�^���������≺�s�Y(ji��)��(g��u)���γɷ�(w��n)���ĵ��x�Ӊ��s늻����������M���ۻ����ԫ@���^�������һ�N������ˇ������ͨ�����D(zhu��n)��늻��ͷ��D(zhu��n)��늻������늻����N��ͣ����Þ��D(zhu��n)��늻���ˇ��
��ˇ��B
���x�Ӛ��wһ��鼃��⣬�����^�õ���x������늻���(w��n)��Ч�������o�����(j��)���ϵIJ�ͬ�M���x�䡣
���P䓺��Ӳ���95-97%Ar+3-5%H2 ���䆵�ϡ�н��ٲ��ø��壬̼䓲��ü�����Ӻ���Ϛ��w���x����x�ӹ�ˇ������ԭ�t����(j��)������ȺͲ��ϛQ����
��ˇ���c
������������8mm���°��o횎��¡������p���˺�ǰ�ʂ�r�g;
��늻��������У����ӟ�Ӱ푅^(q��)С������׃����С;
�������ٶȿ죬���x�ӱ��ֹ��廡�����4-5������Ч��;
��Խ�ĺ��p�|(zh��)���جF(xi��n)��;
���������Դ���С��Ч��(y��ng)�����Ԍ��F(xi��n)��(w��n)���Ć��溸�p����͵ĺ��p;
��늘O�s�ڇ����(n��i)��������Ⱦ�͟��p��늘Oʹ�É����L�����pȱ����;
�������|(zh��)���ã��ɺ����϶�;
�����x��늻��������õĿɿ��Ժ��{(di��o)��(ji��)���ܡ�
���P(gu��n)��
- �ܰ庸�әC�^�������c
- �ܰ��ԄӺ��������c��֪���
- ���x�Ӻ��C�ļ��g(sh��)��Ч��
- �ܹ��ԄӺ��ճ������S�oС����
���P(gu��n)�a(ch��n)Ʒ

GTW200�̿غ����Դϵ�y(t��ng)

GTW400 �̿غ����Դϵ�y(t��ng)

GTSϵ�йܹܺ���

GTS40-�ܹܺ��әC�^

GTS80-�ܹܺ��әC�^
